

- 2019年7月10日-12日,上海攬境展覽主辦的2019年藍(lán)鯨國(guó)際標(biāo)簽展、包裝展...[詳情]
2019年藍(lán)鯨標(biāo)簽展_藍(lán)鯨軟包裝展_藍(lán)鯨

- 今日排行
- 本周排行
- 本月排行







- 膠印油墨
- 膠印材料
- 絲印材料
解決注塑產(chǎn)品變形缺陷,看它就對(duì)啦!
2019-05-29 12:25 來(lái)源:中國(guó)包裝信息網(wǎng) 責(zé)編:溫淼
- 摘要:
- 模具開(kāi)發(fā)當(dāng)中一般會(huì)遇到各種注塑缺陷:變形、斷裂、磨損、飛邊、斑紋等。 有的缺陷通過(guò)改變模具結(jié)構(gòu)可以得到改善;有的缺陷通過(guò)改變塑料制件形狀結(jié)構(gòu)可以改變;而有的則需要通過(guò)調(diào)整工藝參數(shù)來(lái)做調(diào)整以減輕甚至消除缺陷!


模具開(kāi)發(fā)當(dāng)中一般會(huì)遇到各種注塑缺陷:變形、斷裂、磨損、飛邊、斑紋等。
有的缺陷通過(guò)改變模具結(jié)構(gòu)可以得到改善;有的缺陷通過(guò)改變塑料制件形狀結(jié)構(gòu)可以改變;而有的則需要通過(guò)調(diào)整工藝參數(shù)來(lái)做調(diào)整以減輕甚至消除缺陷!
以往的情況是,一般通過(guò)試模試機(jī)在現(xiàn)場(chǎng)調(diào)整工藝參數(shù)以達(dá)到預(yù)期的效果,這里我們介紹一種簡(jiǎn)單又比較實(shí)用的方法:正交試驗(yàn)法,來(lái)比較快速便捷的找到改善缺陷的工藝參數(shù)。
翹曲變形是影響塑料塑料制件注射制品質(zhì)量的重要因子, 而工藝參數(shù)是引起翹曲變形的主要因子。
影響注塑工藝參數(shù)有如下: 保壓壓力的大小、模具溫度的高低、熔體溫度的大小、保壓時(shí)間的長(zhǎng)短以及注射時(shí)間的長(zhǎng)短, 這五個(gè)因子影響塑料蓋子注射制品的翹曲變形。
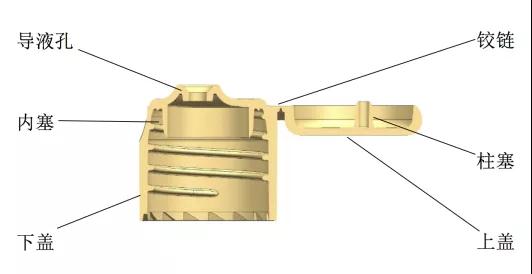
注塑成型過(guò)程中通常會(huì)遇到耦合性與非線(xiàn)性等特性。一般來(lái)講是沒(méi)有辦法直接得到塑料蓋子注塑的翹曲與工藝參數(shù)的理論數(shù)學(xué)模型, 因此找到一種行之有效的優(yōu)化塑料蓋子成型工藝參數(shù)就顯的十分重要。這里選取典型的一個(gè)塑料翻蓋(如圖1)作為研究對(duì)象進(jìn)行研究。
意商城news.jpg)

 【我要印】印刷廠(chǎng)與需方印務(wù)對(duì)接,海量印刷訂單供您任意選擇。
【我要印】印刷廠(chǎng)與需方印務(wù)對(duì)接,海量印刷訂單供您任意選擇。 【cpp114】印刷機(jī)械、零配件供求信息對(duì)接,讓客戶(hù)方便找到您。
【cpp114】印刷機(jī)械、零配件供求信息對(duì)接,讓客戶(hù)方便找到您。- 【我的耗材】采購(gòu)低于市場(chǎng)價(jià)5%-20%的印刷耗材,為您節(jié)省成本。
- 【印東印西】全國(guó)領(lǐng)先的印刷品網(wǎng)上采購(gòu)商城,讓印刷不花錢(qián)。




- 關(guān)于我們|聯(lián)系方式|誠(chéng)聘英才|幫助中心|意見(jiàn)反饋|版權(quán)聲明|媒體秀|渠道代理
- 滬ICP備18018458號(hào)-3法律支持:上海市富蘭德林律師事務(wù)所
- Copyright © 2019上海印搜文化傳媒股份有限公司 電話(huà):18816622098


容分享到新浪微博") 主站蜘蛛池模板:
人人干在线
|
欧美日韩视频在线
|
亚洲国产成人在线
|
www.久草.com|
国产精品成人观看视频国产奇米
|
综合久久网
|
午夜四虎
|
成人免费淫片aa视频免费
|
婷婷在线视频
|
亚洲成人三级
|
中文字幕在线观看免费
|
日韩成人在线视频
|
久久久久久综合
|
国产成人精品亚洲777人妖
|
亚洲精品视频在线播放
|
亚洲一区电影
|
日韩精品
|
成人av播放
|
人人插人人干
|
欧美视频在线播放
|
中文字幕一区在线观看
|
av国产精品
|
久久欧美精品一区
|
国产高清久久
|
91九色视频
|
国内精品一区二区
|
欧美日韩在线精品
|
亚洲欧美激情精品一区二区
|
婷婷久久综合九色综合绿巨人
|
91麻豆精品国产91久久久久
|
成人欧美一区二区三区视频xxx
|
欧美日韩一区二区电影
|
国产日韩一区二区三区
|
中文字幕亚洲欧美日韩在线不卡
|
一级黄色毛片子
|
欧美激情一区二区三级高清视频
|
国产ts余喵喵和直男多体位
|
国产一区二区三区在线免费观看
|
影音先锋久久
|
国产精品国产精品国产专区不卡
|
99热国
|
主站蜘蛛池模板:
人人干在线
|
欧美日韩视频在线
|
亚洲国产成人在线
|
www.久草.com|
国产精品成人观看视频国产奇米
|
综合久久网
|
午夜四虎
|
成人免费淫片aa视频免费
|
婷婷在线视频
|
亚洲成人三级
|
中文字幕在线观看免费
|
日韩成人在线视频
|
久久久久久综合
|
国产成人精品亚洲777人妖
|
亚洲精品视频在线播放
|
亚洲一区电影
|
日韩精品
|
成人av播放
|
人人插人人干
|
欧美视频在线播放
|
中文字幕一区在线观看
|
av国产精品
|
久久欧美精品一区
|
国产高清久久
|
91九色视频
|
国内精品一区二区
|
欧美日韩在线精品
|
亚洲欧美激情精品一区二区
|
婷婷久久综合九色综合绿巨人
|
91麻豆精品国产91久久久久
|
成人欧美一区二区三区视频xxx
|
欧美日韩一区二区电影
|
国产日韩一区二区三区
|
中文字幕亚洲欧美日韩在线不卡
|
一级黄色毛片子
|
欧美激情一区二区三级高清视频
|
国产ts余喵喵和直男多体位
|
国产一区二区三区在线免费观看
|
影音先锋久久
|
国产精品国产精品国产专区不卡
|
99热国
|